切割/钻孔
碳纤维增强聚合物的激光切割和钻孔
柔性 PCB 切割和钻孔
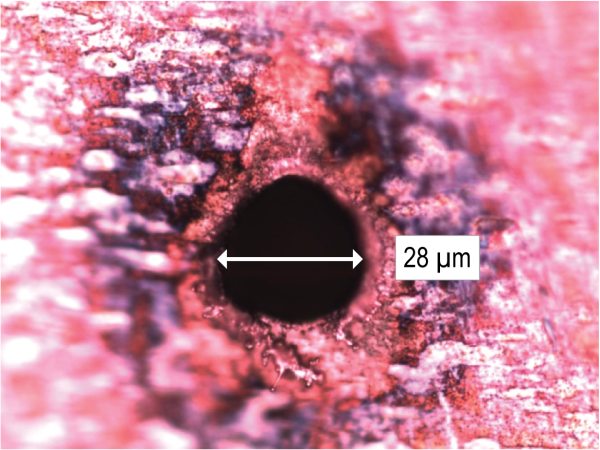
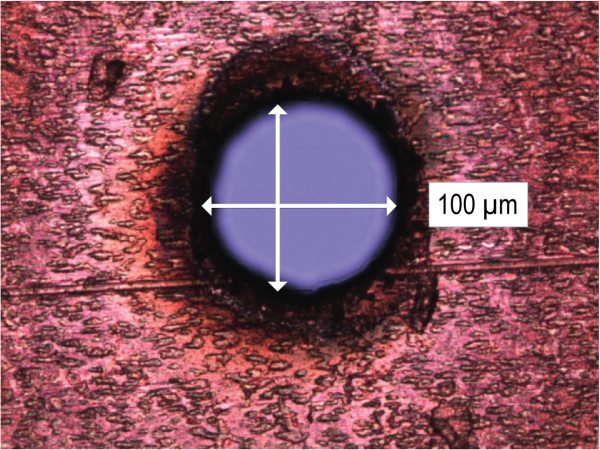
市场中的柔性印刷电路板 (PCB) 越来越微型化:基板材料更薄,盲孔和通孔的直径更小,同时特征密度也不断增大。这种小尺寸无法通过机械方法或长波长激光器加工,但是紫外波长可以将光束聚焦到足够小的光斑,以钻出直径约为 100 µm 至几十微米的微型孔。图 1 显示了使用 Spectra-Physics Talon® 355-15 激光器在柔性 PCB 面板上钻孔的情况,该面板由 25 µm 厚的聚酰亚胺 (PI) 层和两个 12 微米厚的铜 (Cu) 层夹层组成。直径为 30 µm 的盲孔(图 1a)和直径为 100 µm 的通孔(图 1b)。钻孔速度非常快,现在加工速度的限制因素不再是激光器,而是振镜扫描仪的速度和精度。
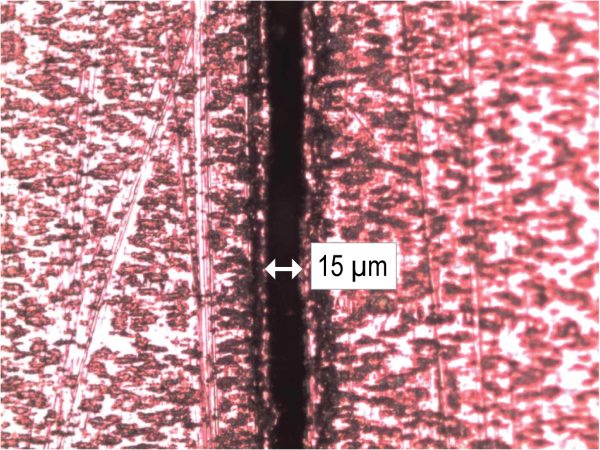
除了钻孔之外,激光切割也用于柔性 PCB 制造。无论是直线切割还是轮廓切割,都需要高质量和高速度。Talon 紫外激光器也针对这一工艺进行了测试,通过优化参数设置,切割速度达到 215 mm/sec(见图 2)。切口宽度为 15 μm,显微镜检查显示质量极其良好,铜的氧化或其他热影响区都十分小。
切割刚性 FR4 PCB 面板
紫外激光器的另一个重要应用工艺是切割由玻璃纤维基聚合物复合材料(如 Fr4)组成的较厚刚性 PCB 面板。将成品件从较大的 PCB 面板上分离(分割)或进行轮廓切割时,可能需要激光器。图 3 显示了使用 15 W Talon 激光器将一块厚度为 0.445 mm 的 FR4 板切割出 10 mm 正方的材料。
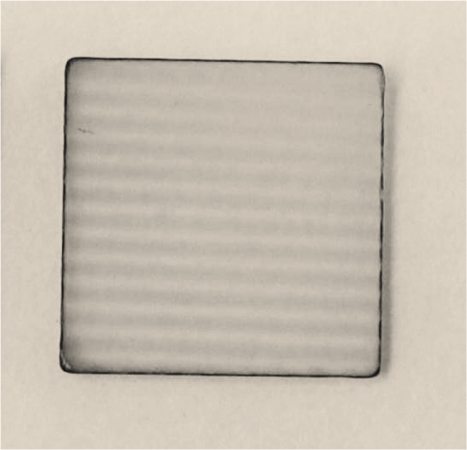
Talon激光器较短的纳秒脉冲宽度和可编程的脉冲频率,可以大大减少输入材料的热量。同时,得益于激光器对工艺的优化,碳碎片的产生量也被降到最低。与许多其他应用一样,激光切割也需要在产量和质量之间做出权衡。为了获得高产量,则要在几秒钟内对材料进行连续快速扫描切割,这样碳化程度会增高。另一方面,要获得优异的切割质量,则需要在扫描间歇引入冷却延迟,从而减慢切割速度,这样就会降低产量和碳化程度。图示部件的切割净速度为 7.5 mm/sec。
锂离子电池箔切割
激光切割和钻孔
| 型号 | 功能 | |||
|---|---|---|---|---|
 | Spirit™ 高功率飞秒激光器 |
| | |
 | IceFyre® 紫外、绿光和红外皮秒激光器 |
| | |
 | Quasar™ 高功率混合光纤激光器 |
| | |
 | Talon® 颠覆性超高性价比紫外激光器 |
| |