レーザースクライビング
- 硬いまたはもろい材料をきれいにスクライブする能力
- 低コストの非接触プロセス
- チッピング、マイクロクラック、層間剥離の低減
- カット幅が狭いため、ウェーハあたりの部品数を増やすことが可能
- プロセスの許容範囲が広いため、より堅牢で信頼性の高い製品を低コストで製造可能
PERC太陽電池加工
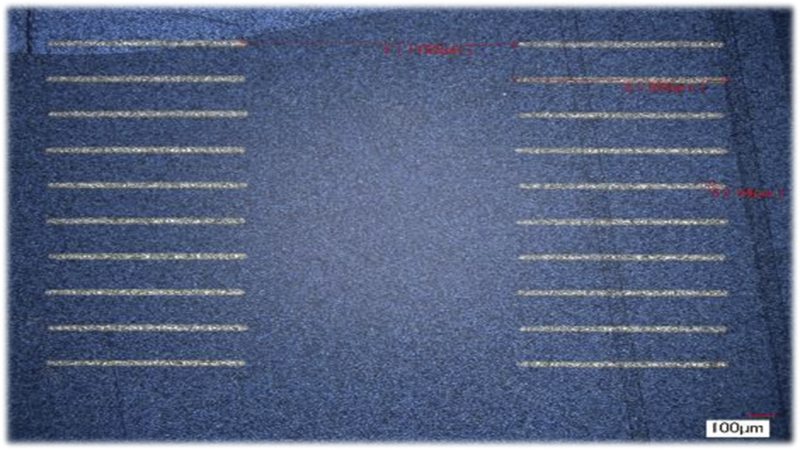
PERC太陽電池を製造するためのいくつかの重要なステップがあります。 まず、セルの裏側を特殊な誘電体層、通常はSiO2 、Al2O3 、SiNx 、またはそれらの組み合わせでコーティングします。塗布された誘電体皮膜は連続しているため、後の工程でオーミックコンタクトのための開口部を設ける必要があります。そのためには、レーザーで誘電体膜を破壊し、下地のシリコンを必要なパターン(細い線状のストライプ)で露出させるのが最も良い方法です。その後、誘電体層の上にアルミニウムのメタライズが施されます。この表面にアルミニウムペーストをスクリーン印刷し、その後の熱アニール処理でアルミニウムとレーザー照射されたシリコンを合金化して、良好なオーミックコンタクトを形成しています。
PERCスクライブの形状は多少異なりますが、6インチのセルには通常、長さが約155 mm、幅が30〜80 µm、間隔が0.5〜2 mmの75〜300本のレーザースクライブラインがあります。1mmのライン間隔の場合、1枚のウェーハ上のPERCスクライブの全長は約25メートルです。産業界で要求される処理速度は3,600WPH(wafers per hour)と高く、スクライビングスピードは25m/sが要求されます。高速2軸ガルボスキャナーやスピニングポリゴンスキャナーは、このような速度を実現することができます。
LEDスクライビング
LEDウェーハのレーザースクライビングは、材料が電磁スペクトルの可視部分で比較的透明であるため、困難を伴います。GaNは365nm以下、サファイアは177nm以上が半透明です。したがって、3倍波(355 nm)や4倍波(266 nm)のダイオード励起固体(DPSS)Qスイッチレーザーは、LEDスクライビングに最適です。エキシマレーザーもこの波長範囲で利用できますが、DPSSレーザーはフットプリントがはるかに小さく、カット幅をはるかに狭くすることができ、メンテナンスもはるかに少なくて済みます。
マイクロクラックやクラックの伝播を抑えることで、レーザースクライビングにより、LEDデバイスの間隔を大幅に狭めることができ、歩留まりとスループットの両方が向上します。2インチのウェーハには2万個以上のLEDデバイスが搭載されていることもあり、カット幅は歩留まりに大きく影響します。また、チップ分割時のマイクロクラックを減らすことで、LEDデバイスの長期的な信頼性が向上することがわかっています。レーザースクライビングでは、ウェーハの破損を減らすことで歩留まりが向上します。また、レーザーによるスクライブとブレイクのプロセスは、従来の機械的な切断よりもはるかに速いです。レーザーの加工許容範囲の広さと、ブレードの摩耗や破損の排除は、より堅牢で信頼性の高い製造プロセスを低コストで実現します。
スクライビング向けレーザー
| モデル | 機能 | |||
|---|---|---|---|---|
 | Quasar® 高出力ハイブリッドファイバーレーザー |
| | |
 | Talon® 半導体励起固体Qスイッチレーザー |
| | |
 | Explorer™ One™ コンパクトUVおよびグリーンレーザー |
| | |
 | IceFyre® UV、グリーンおよびIRピコ秒レーザー |
| | |
 | Millennia™ eV™ 高出力CW DPSSレーザー |
| |
アプリケーションノート
LEDスクライビング
アモルファスシリコン薄膜太陽電池スクライビング
太陽電池デバイス技術は、代替エネルギーソリューションへの投資拡大の大きな恩恵を受けています。スケーラビリティやフラットパネルディスプレイ業界との相互互換性などの製造上の利点があり、シリコンの潜在的な不足を考慮して、アモルファスシリコン(a-Si)薄膜太陽電池(TFPD)は、量産型の太陽電池メーカーが選択する技術であることが多いです。詳細については、アモルファスシリコン薄膜太陽電池スクライビングをご参照ください。
セラミックスクライビング
セラミック材料は、電気絶縁性、熱伝導性、高温対応などの特性から、マイクロエレクトロニクス、半導体、LED照明などの分野で幅広く使用されています。その脆さゆえに、従来の機械加工と比較して、レーザー加工は魅力的なものとなっており、特に高度なマイクロエレクトロニクスのパッケージングに必要な、ますます小さく複雑な形状の製造に適しています。詳細については、QスイッチパルスUV/グリーンレーザーTalon®によるセラミックスクライビングをご参照ください。
シリコンウェーハスクライビング
TimeShiftテクノロジーのパルス分割機能の利点を示すために、さまざまなフルエンスレベルで同じスクライブ速度とPRFでレーザースクライブを生成しました。1つは25ナノ秒のパルスを1回出力したもの、もう1つは5ナノ秒のサブパルスを10ナノ秒間隔で5回出力したもので、2セットのデータを収集しました。スクライブ深さのデータを見ると、シングルパルス加工よりもパルス分割バースト微細加工を使った方が明らかに有利であることがわかります。フルエンスレベルに応じて、52%から77%の間でアブレーションの深さが増加したことが確認されました。また、スプリットパルススクライブの質の向上も確認できました。詳細については、Quasar® TimeShift™テクノロジーを用いたガラスカッティングとシリコンスクライビングをご参照ください。